
We’ve been looking for a solid 3D printer to make parts in a variety of materials including PC, Nylon, ASA, PBT, & more.
We got a QIDI X-Max as a low cost option. We knew it was a gamble but the community was thriving and review materials we saw showed a very successful machine. The machine was $1275 shipped and delivered. Here was a review with some higher temp materials that swayed us: https://www.youtube.com/watch?v=LJI8tOkkCqo&feature=youtu.be
Unfortunately, we lost on this gamble. Here’s a quick breakdown:
Of my 7 printers, my QIDI X-Max is my least reliable and most problematic. It arrived with numerous problems out of the box.
You’re better served with a Prusa MK3S with a few small changes in an enclosure from our thousands of hours of print time.
The hot end design of the X-Max is laughably poor. Worse than our $299 Anycubic 4Max Pro printers. Get ready to hear the extruder click click click as it fails to consistently deliver filament.
The filament path from the reel to the hot end is terrible and requires revision.
The bed is thick aluminum which sounds nice but mine is absurdly unlevel.
There is no filament sensor.
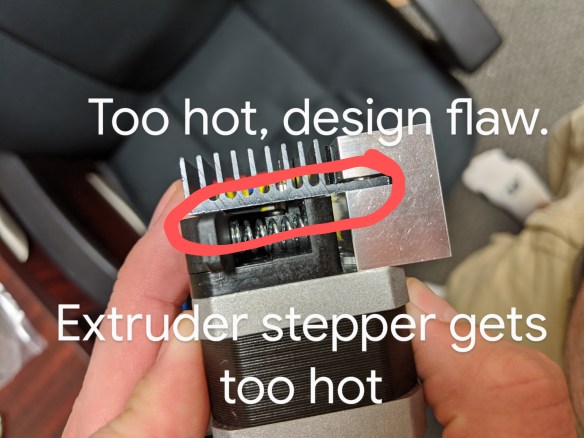
I plan to change to Chad Wills hot end design https://www.thingiverse.com/thing:3994628 . I need to take the aluminum bed and fly cut it for level. We’ve insulated the bed and need a more powerful heater cartridge. We’ve already had to replace a motherboard, a ribbon cable, and constant hot end problems because the heat break isn’t actually cooled. The filament entry is right next to the only point of heat dissipation at the top of the heat break. QIDI expects the airflow, delivered above the heat break, to work when pushed against a perpendicular heat sink with no airflow path.
Overall it’s cost us more time than it’s worth and we’ve been deeply disappointed.
We hope to improve the printer to the point of rudimentary function.











Thanks James… great information!